无锡市泰瑞电子设备制造有限公司
 是一家从事自动化设备的科技型企业,为用户提供自动化生产和输送设备的设计制造、安装维护、效率化改造,实现产能快速提升。主营各种自动输送线设备、物流分拣线设备、滚筒流水线、倍速链流水线、板链式输送线、电商仓储分拣线、升降机等自动化设备。公司引进国内外先进生产流水线技术的基础上,自主研发,不断创新,以丰富的流水线生产经验和先进的计算机辅助设计来满足客户需求,设计出合理经济的流水线方案......
是一家从事自动化设备的科技型企业,为用户提供自动化生产和输送设备的设计制造、安装维护、效率化改造,实现产能快速提升。主营各种自动输送线设备、物流分拣线设备、滚筒流水线、倍速链流水线、板链式输送线、电商仓储分拣线、升降机等自动化设备。公司引进国内外先进生产流水线技术的基础上,自主研发,不断创新,以丰富的流水线生产经验和先进的计算机辅助设计来满足客户需求,设计出合理经济的流水线方案......
wuxi tairui electric equipment co.,ltd
地直:无锡市惠山区阳山镇天顺路11号
电话:0510-83951879
传真:0510-83951613
手机:13912368490
E-mail:13656190691@126.com
网址:www.wxtairui.com
客户在购买各种流水线设备前一般都缺乏对流水线的了解,对流水线种类也是知之甚少,凭着自己的想像随意选购其设备,这…
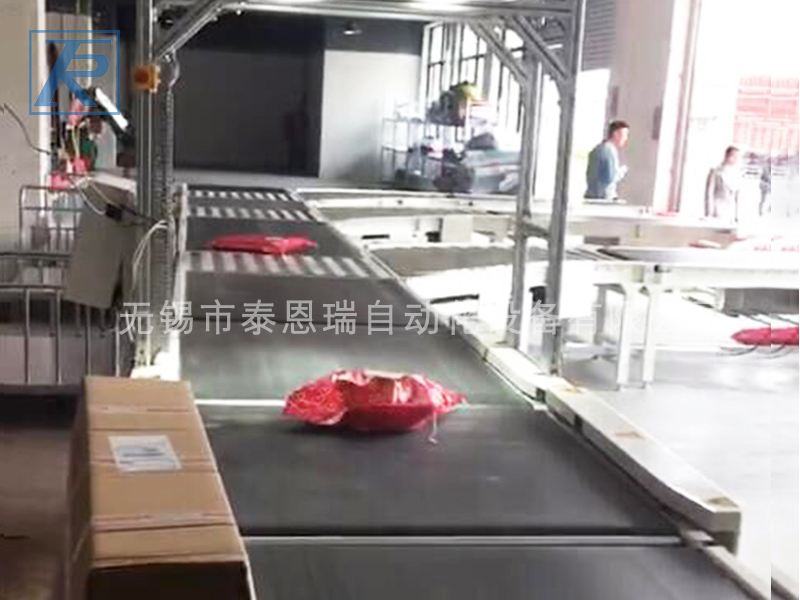
自动输送线设备应用领域:食品饮料、快递电商、医药、日化、电子家电输送线、工业制造等行业。 在电商输送线设备中…
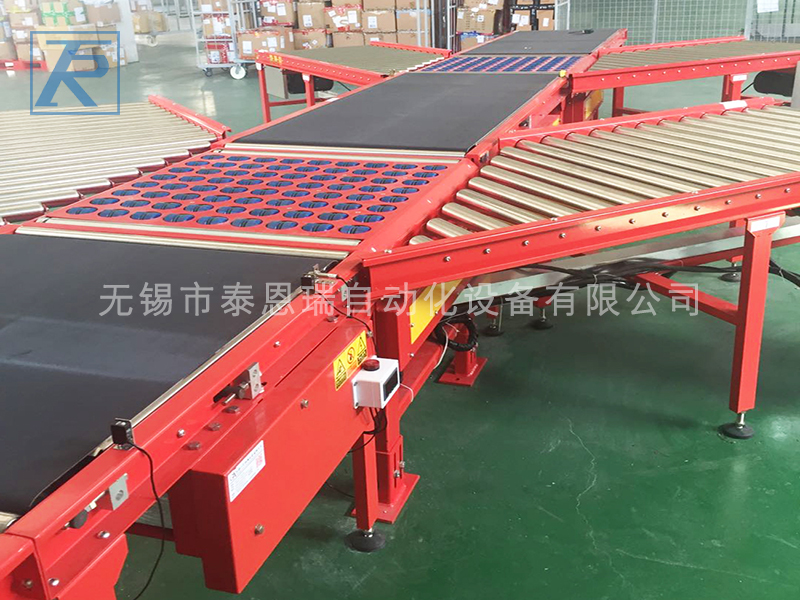
流水线设备发展历程是产线和自动化专机的功能基础上逐渐发展形成的。滚筒输送线作为输送线的一种,在生产车间中是比较…
目前我司通过不断的努力在自动流水线设备行业快速发展,而这其中,自动化技术是非常重要的因素,为了能更好满足客户的…
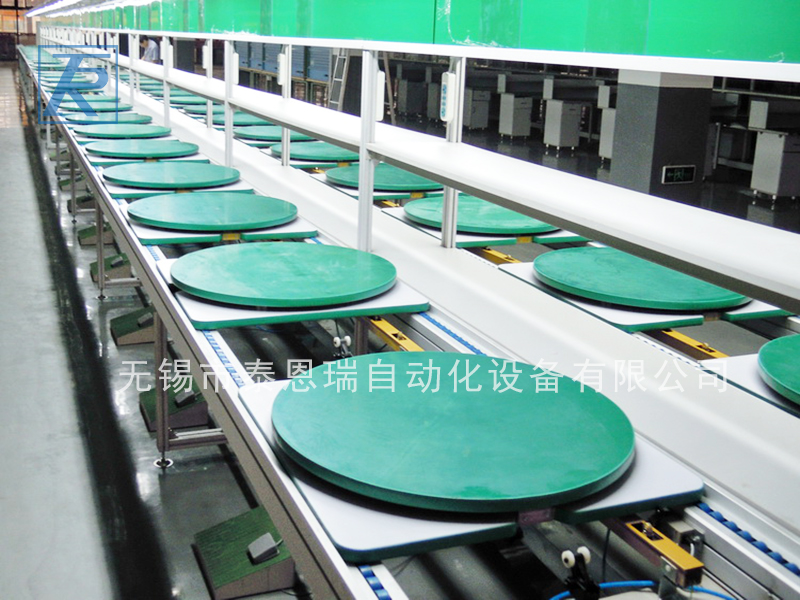
关于倍速链流水线的产品种类有很多,有:双层倍速链输送线、上下循环式、重载倍数链线。它的输送的能力较大,性能可靠…
倍速链流水线是目前自动化设备制造生产企业种使用较多的一种非标输送线体,它能根据客户工厂的生产环境需要和产品工艺…
泰恩瑞推出各种输送线模式,皮带式模式、滚筒式模式、板链式输送模式。链条模式等机构,实现工件的平面和立体化输送,…
公司成立多年,经验销售各种非标自动化流水线、物流分拣线、链板线、滚筒流水线、快递分拣设备、倍速链线、升降机、机…
随着时代的进步,快递行业由普通的人工快递分拣慢慢变成越来越智能化的快递分拣流水线,这样一来减轻了很多劳动强度。…
自动化设备都是非标定制类产品,所以都是需要客户与我司的工作人员相互沟通好相关细节,然后才能继续流水线的制作流程…